In the global push toward circular economy and sustainable waste management, the Waste Tire Recycling Machine (also known as Waste Tire Recycling System) has become indispensable for converting end-of-life tires into valuable resources such as rubber granules, crumb rubber, steel wire, and textile fibers. RLB’s heavy-duty tire recycling systems leverage decades of engineering expertise to deliver robust, high-throughput solutions that maximize material recovery while minimizing energy consumption and operational downtime.

Designed as a complete turnkey solution, the system centers on a heavy-duty multipurpose shredder capable of processing not only rubber tires but also metal, electronic boards, plastics, and other bulky waste streams.
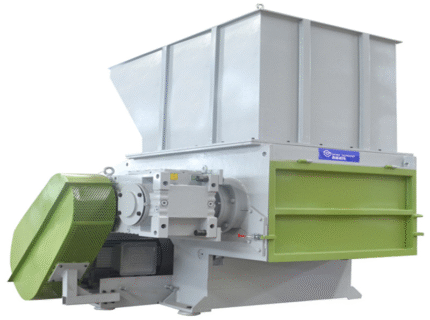
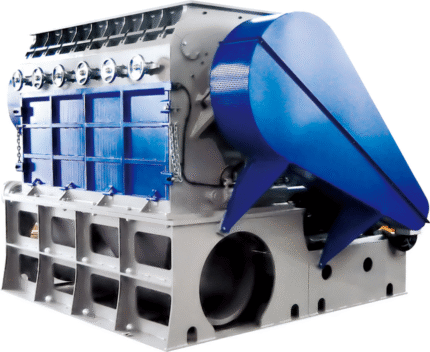
Core Technology: Heavy-Duty Multipurpose Shredder
At the heart of the waste tire recycling machine is a dual-shaft (or single-shaft option), low-speed, high-torque shredder engineered for extreme durability:
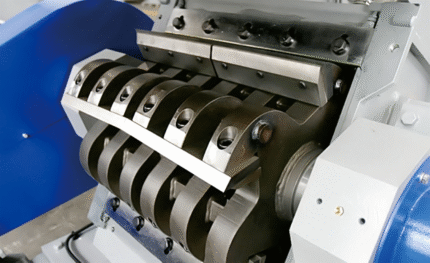
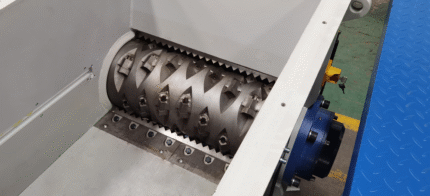
- Shredding Drums & Knives — Manufactured from high wear-resistant AISI D2 tool steel, ensuring long blade life even when processing steel-belted tires and contaminated materials.
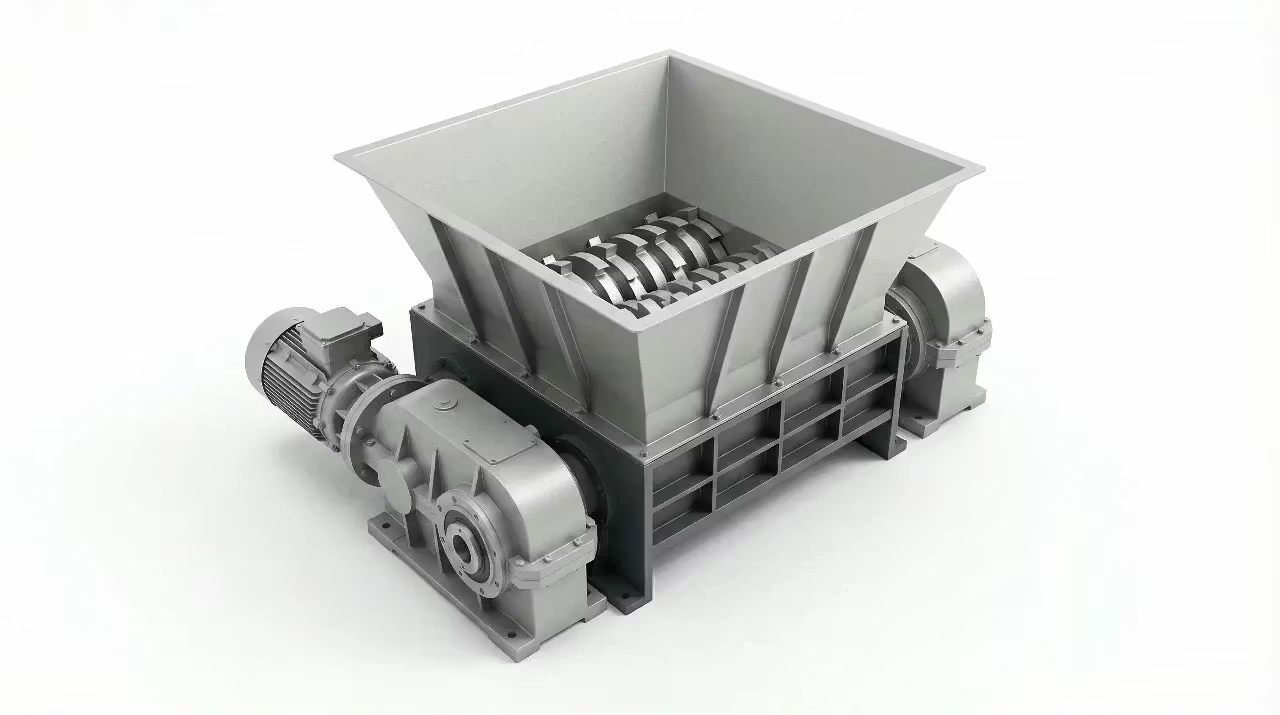
- Dual-Shaft Design — Provides powerful shearing action with minimal vibration and low noise levels.
- High-Torque Drive System — Equipped with one or two premium motors coupled to planetary gearboxes for superior torque at low speeds, preventing jamming and ensuring continuous operation.
- PLC-Controlled Automation — Intelligent control system with automatic start/stop, reverse, and overload protection functions. The PLC automatically reverses the shafts on overload, protecting the machine while maintaining high productivity.
This advanced shredder design allows efficient primary size reduction of whole tires into 50–300 mm chips, setting the stage for downstream granulation and separation.

Complete Waste Tire Recycling Process Flow
A typical RLB Waste Tire Recycling System follows a proven multi-stage flow:
- Pre-shredding / Primary Shredding — Whole tires are fed into the heavy-duty shredder for initial size reduction.
- Secondary Granulation — Chips are further reduced into smaller granules or crumb rubber.
- Magnetic Separation — Steel wire is automatically removed with high-efficiency magnets.
- Fiber/Textile Separation — Air classifiers and screens separate textile fibers.
- Final Screening & Packaging — Rubber granules are sized, cleaned, and packaged for reuse in rubber mats, playground surfaces, asphalt modification, or fuel applications.
The entire system is modular and can be customized to match specific capacity requirements and end-product specifications.
Key Advantages of Waste Tire Recycling Systems
- High Efficiency & Throughput — Continuous operation with minimal downtime and excellent material recovery rates.
- Durable & Low-Maintenance — AISI D2 steel components and robust planetary gearboxes deliver extended service life.
- Low Noise & Energy Efficient — Low-speed, high-torque operation reduces power consumption and noise pollution.
- Versatile Processing — Handles rubber tires, plastics, metals, cables, and electronic waste with the same machine.
- Smart Automation — PLC system with overload protection ensures safe, reliable 24/7 performance.
- Environmental Compliance — Reduces landfill waste and supports production of high-value recycled rubber products.
Why Choose RLB Waste Tire Recycling Machines?
RLB continuously refines its tire recycling systems based on real-world operational feedback, resulting in machines that are more productive, energy-efficient, and easier to maintain than conventional solutions. Whether you operate a large-scale tire recycling plant or a mid-sized facility, the heavy-duty multipurpose shredder and integrated system deliver superior performance, lower operating costs, and higher ROI.














المراجعات
لا توجد مراجعات بعد.