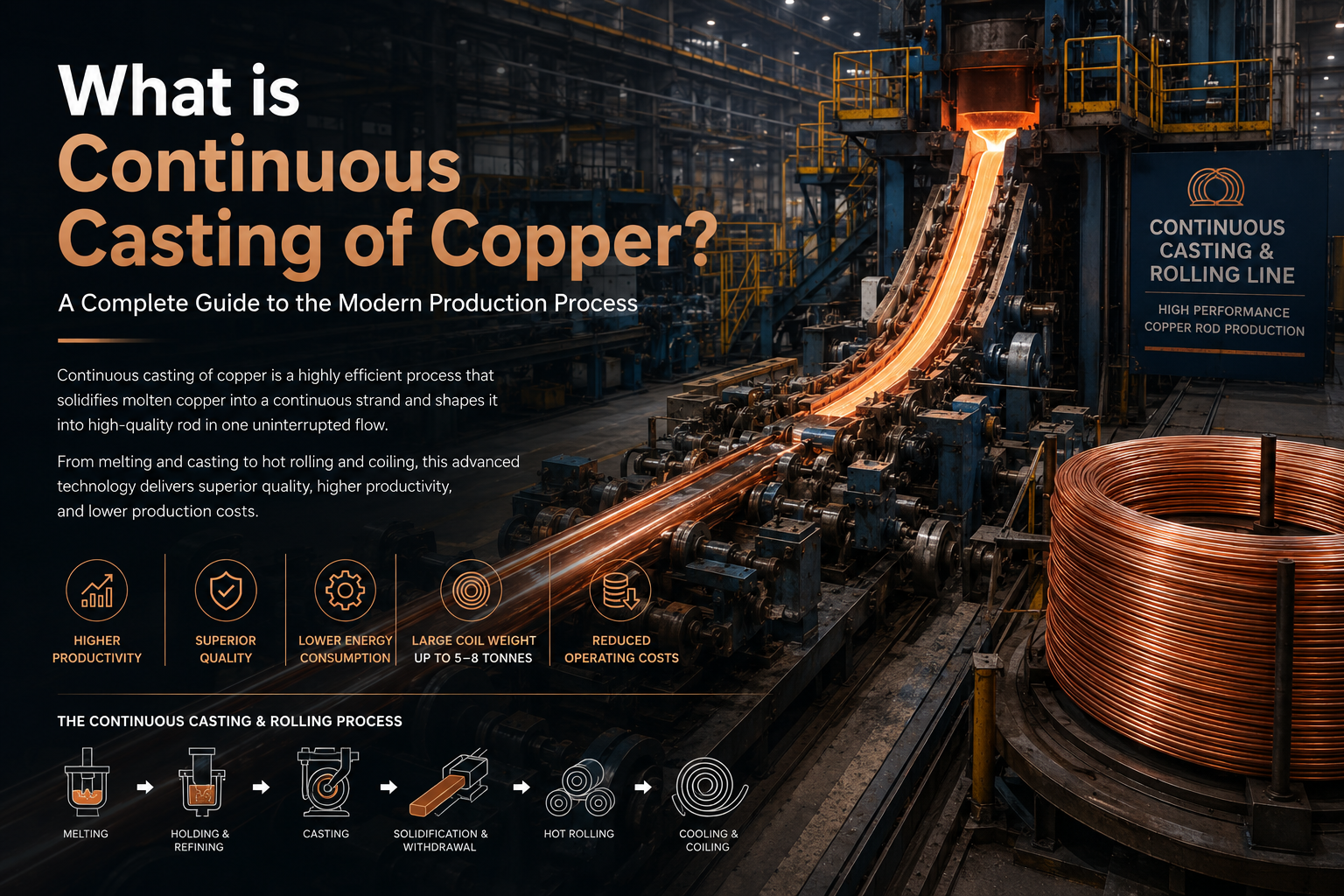
في شركة Reliable Cable (Jiangsu Reliable Industry)، نقدم حلولاً متكاملة وعالية الأداء لإنتاج الكابلات، مدعومة بخبرة تصنيعية مثبتة تمتد لأكثر من 20 عامًا. بدءًا من التقنيات المتقدمة خطوط الصب والدرفلة المستمرة للنحاس (سعة 8-60 طن/ساعة، قضيب لامع منخفض الأكسجين) وسرعة عالية آلات جدل الأسلاك بدقة آلات سحب الأسلاك, خطوط بثق الكابلات، والمعدات المساعدة الجاهزة للاستخدام بالكامل، تم تصميم كل نظام لتحقيق أقصى قدر من الكفاءة، وتوفير الطاقة بنسبة 25-35%، وموصلية IACS ≥101%.
بفضل حصولنا على شهادتي ISO 9001 وCE، نجحنا في تزويد مصنعي الكابلات في أكثر من 30 دولة بخطوط إنتاج مُخصصة، مما ساعدهم على تحقيق عمليات إنتاجية مستقرة وعالية الكفاءة مع أقل وقت توقف ممكن وعائد استثمار طويل الأجل. سواء كنتم بحاجة إلى آلة واحدة أو حلول متكاملة للمصانع الذكية، فإن فريقنا الهندسي ذو الخبرة يُقدم دعمًا فنيًا شاملاً، وتركيبًا في الموقع، وتدريبًا للمشغلين، وخدمة قطع غيار مدى الحياة.
نحن ببساطة جديرون بالثقة — شريكك الموثوق به على المدى الطويل من أجل الجودة والتخصيص ونجاح إنتاج الكابلات دون انقطاع.
استفسر الآن للحصول على عرض مصمم خصيصًا لك واستشارة فنية.