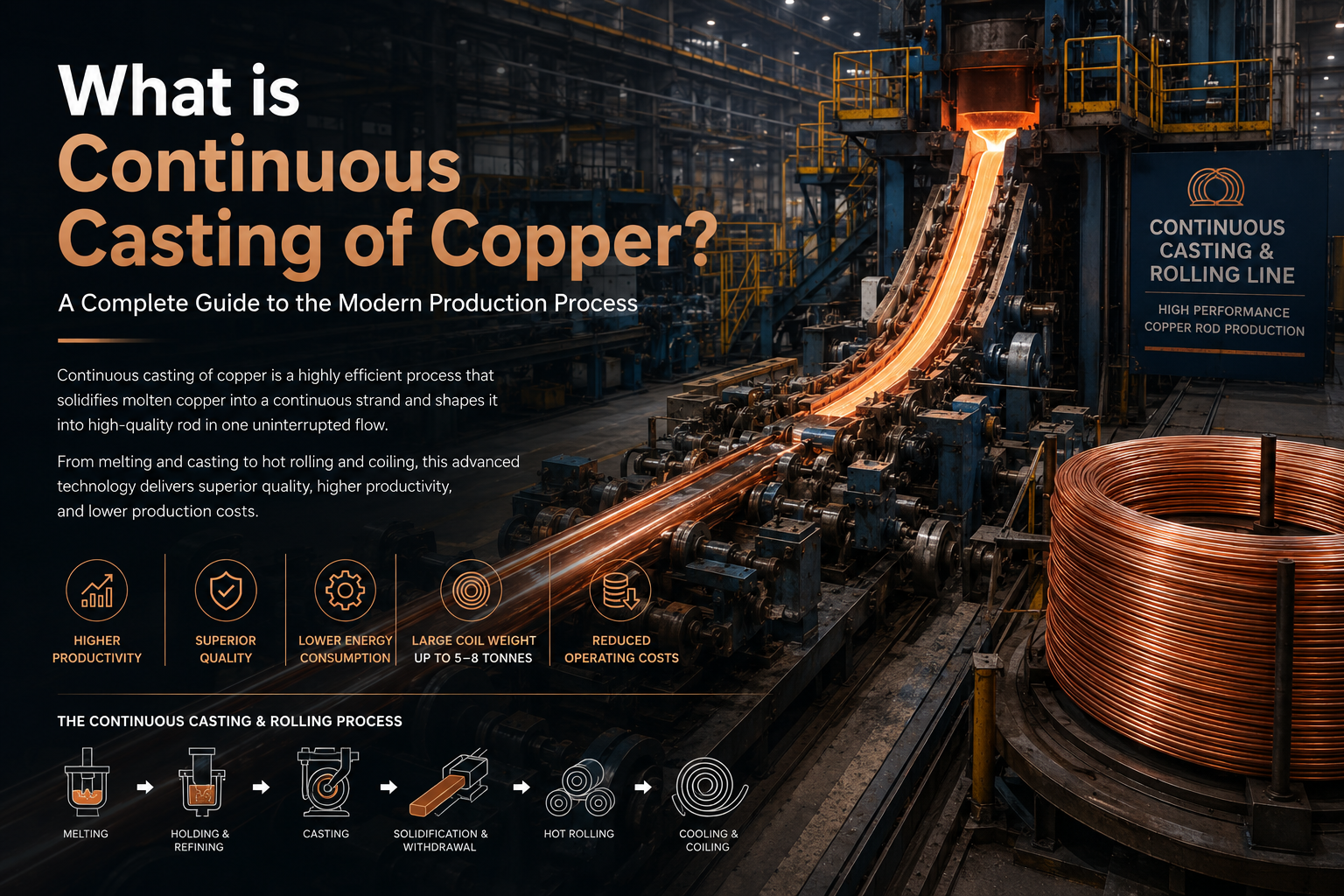
Reliable Cable (Jiangsu Reliable Industry) olarak, 20 yılı aşkın kanıtlanmış üretim uzmanlığımızla eksiksiz ve yüksek performanslı kablo üretim çözümleri sunuyoruz. Gelişmiş teknolojilerden başlayarak... Bakır Sürekli Döküm ve Haddeleme Hatları (8–60 t/saat kapasite, düşük oksijenli parlak çubuk) ve yüksek hızlı Tel Bükme Makineleri hassasiyete Tel Çekme Makineleri, Kablo Ekstrüzyon Hatları, Ayrıca, anahtar teslimi yardımcı ekipmanlarla birlikte, her sistem maksimum verimlilik, 25–35% enerji tasarrufu ve ≥101% IACS iletkenliği için tasarlanmıştır.
ISO 9001 ve CE sertifikalı firmamız, 30'dan fazla ülkede kablo üreticilerine özel üretim hatları tedarik ederek, minimum arıza süresi ve uzun vadeli yatırım getirisiyle istikrarlı, yüksek verimli operasyonlar elde etmelerine yardımcı olmuştur. İster tek bir makineye isterse komple bir akıllı fabrika çözümüne ihtiyacınız olsun, deneyimli mühendislik ekibimiz uçtan uca teknik destek, yerinde kurulum, operatör eğitimi ve ömür boyu yedek parça hizmeti sunmaktadır.
Biz sadece güveniliriz. — Kalite, özelleştirme ve kesintisiz kablo üretim başarısı için güvenilir uzun vadeli ortağınız.
Size özel teklif ve teknik danışmanlık için hemen iletişime geçin.