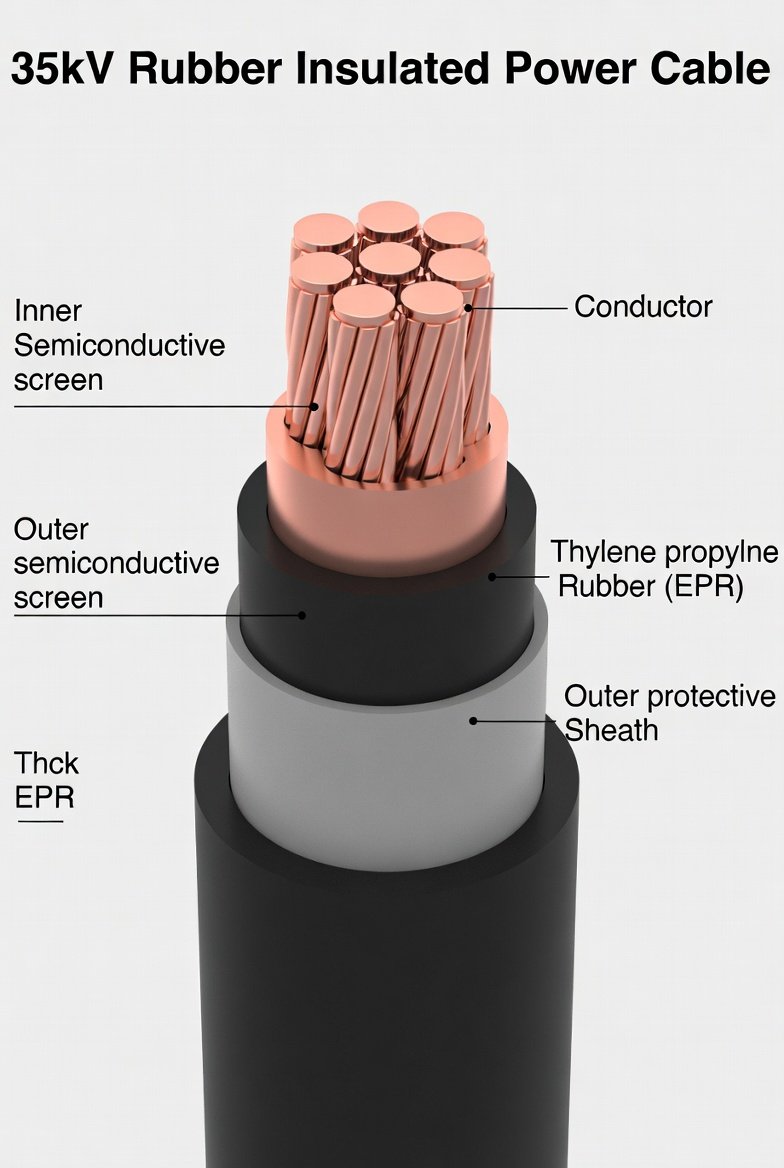
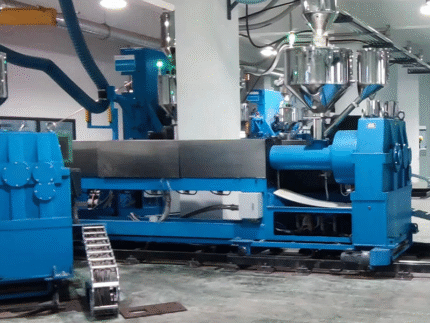
In medium-voltage power cable manufacturing, the continuous vulcanization (CV) process is the decisive step that transforms high-performance rubber compounds into insulation and sheathing layers with consistent dielectric strength, mechanical robustness, and extended service life. Our horizontal steam-heated CV lines are precision-engineered for the reliable, high-volume production of rubber-insulated power cables rated 6 kV to 35 kV.
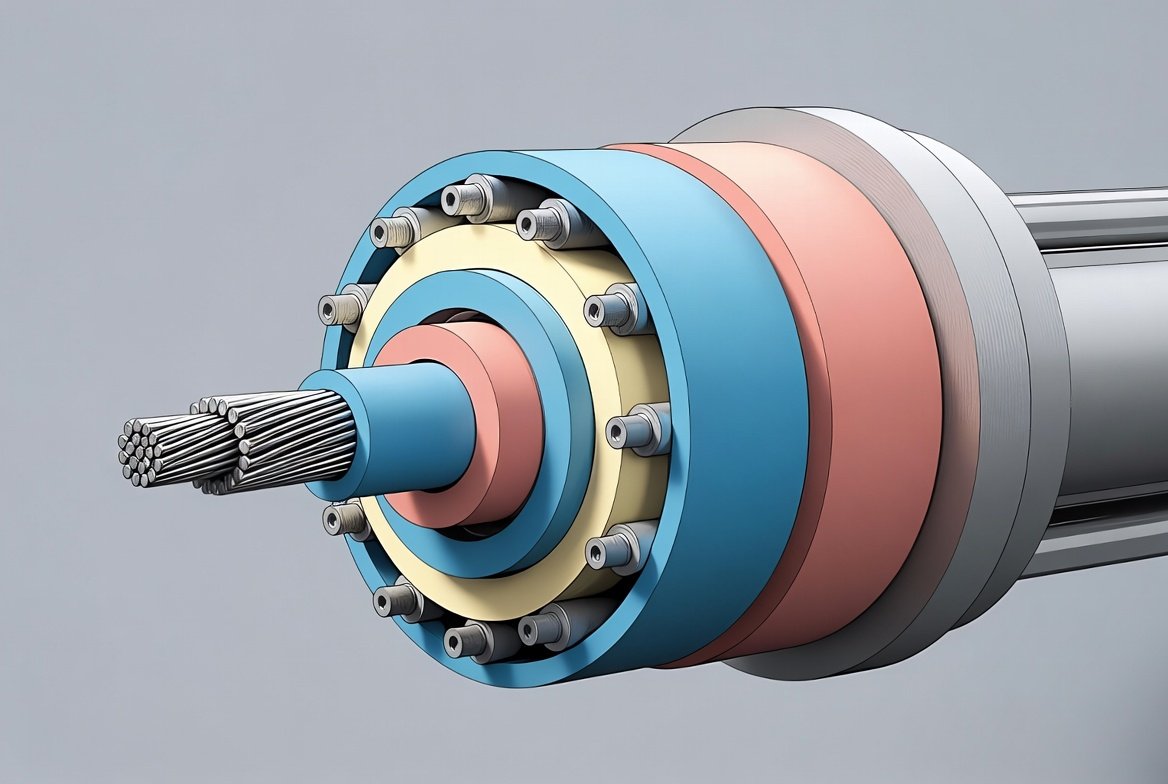
These systems integrate advanced triple co-extrusion technology with a common crosshead, enabling simultaneous application of conductor screen, primary insulation, and insulation screen in a single controlled pass. The optimized half-catenary configuration, combined with precisely zoned heating and cooling sections, delivers uniform cross-linking under superheated steam while maintaining excellent core concentricity and interlayer adhesion.
Designed according to the engineering principles trusted by leading international equipment manufacturers — process stability, flexible layer configurations, and durable construction — these lines deliver dependable daily performance for manufacturers serving utility, industrial, infrastructure, renewable energy, and oil & gas projects worldwide. They are particularly suited for EPR and other high-performance elastomers where flexibility, chemical resistance, and long-term electrical integrity are non-negotiable.
Key Technical Advantages
Our horizontal CV lines are built for process stability, superior product quality, and long-term operational flexibility:
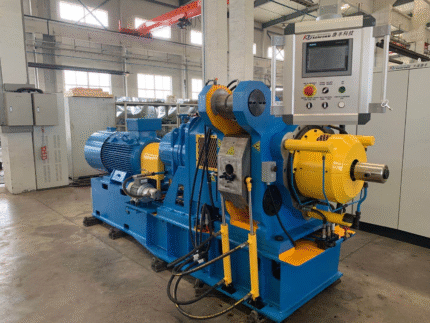
Triple Co-Extrusion Capability
Three dedicated extruders feeding a single three-layer crosshead enable precise, simultaneous extrusion of inner semiconductive screen, rubber insulation, and outer screen. This reduces handling steps, dramatically improves interfacial bonding, and achieves the superior concentricity essential for reliable MV electrical performance and partial discharge resistance.
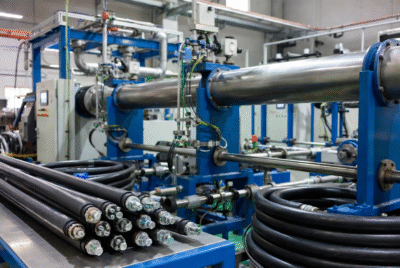
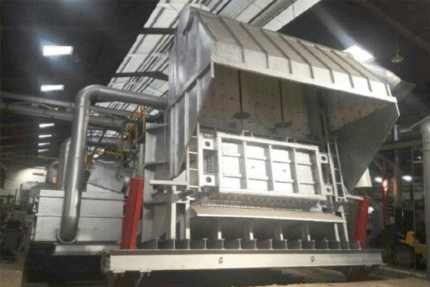
Optimized Steam Vulcanization
A controlled superheated steam environment (typically 18–24 bar) inside stainless steel tubing delivers uniform and efficient cross-linking. The engineered division between the vulcanization section (~42 m) and cooling section (~36 m) ensures complete curing while minimizing thermal stress on the cable core.
Excellent Dimensional Control & Concentricity
State-of-the-art extrusion technology and fully synchronized drives maintain tight tolerances on insulation thickness and conductor centering across a wide range of conductor sizes and wall thicknesses — critical for consistent electrical stress distribution in service.
Flexible Layer & Product Configurations
Full support for single-layer, two-layer, or complete triple extrusion, plus options for skin layers, colored stripes, and specialized tooling for flat cables. Overheated steam capability is available for sensitive compounds or combined rubber/XLPE operation.
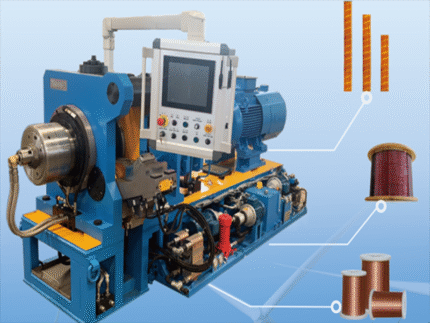
Advanced Line Control & Synchronization
Modern Siemens S7-series PLC platform with PROFIBUS communication, precise multi-zone temperature regulation, non-contact sag control, and real-time monitoring of all critical parameters. Drives support synchronous or independent operation with comprehensive safety interlocks.
Robust, Maintainable & Long-Service-Life Design
Nitrided barrels and screws, stainless steel tubes and splice boxes, independent heating/cooling circuits, and modular construction ensure extended service life and reduced maintenance. Pin-type extruder options available for enhanced compound mixing and homogenization.
High Productivity with Consistent Quality
Line speeds up to 40 m/min (depending on cable design and compound) supported by optimized heating/cooling ratios and multiple water overflow adjustments. This translates into significantly higher throughput compared with traditional batch vulcanization methods.
Comprehensive Safety & Monitoring Systems
Multiple emergency stops, acoustic-optical alarms, TV surveillance at critical positions, and fully interlocked safety systems protect both personnel and process integrity.
Technical Specifications
Voltage Class: 6–35 kV rubber insulated power cables Conductor Range: Copper 25–630 mm² | Aluminum 35–800 mm² Cable Construction:
- Conductor screen: 0.5–1.5 mm
- Insulation (EPR or equivalent rubber): 1.2–10.5 mm
- Insulation screen: 0.5–1.5 mm Maximum Finished Cable Diameter: 60 mm Maximum Cable Weight: 9 kg/m
Line Performance
- Line speed: 0–40 m/min (adjustable)
- Vulcanization section: approx. 42 m (stainless steel tube)
- Cooling section: approx. 36 m
- Extruder configuration: φ65 mm (screen) + φ120 mm (insulation) + φ90 mm (screen) – triple recommended
Utilities
- Installed capacity: approx. 500 kVA
- Water: 0.2–0.6 MPa, ~15 m³/h circulating (softened)
- Compressed air: 0.6–0.8 MPa
- Superheated steam: working pressure ~1.8 MPa, consumption ~240 kg/h (user-supplied boiler ≥2 t @ 2.5 MPa)
Control System: Siemens S7-series PLC with PROFIBUS DP, PARKER or equivalent DC drives, real-time displays for speed, position, temperature, pressure, and accumulation. Non-contact sag controller with automatic synchronization.
Compatible Rubber Materials
These lines process a wide range of high-performance compounds, including:
- EPR/EPDM — Ethylene propylene rubber (excellent electrical properties, weathering resistance, and flexibility)
- CR — Polychloroprene (good flame retardancy and chemical/oil resistance)
- NR — Natural rubber
- NBR, CSM, CPE and other specialty elastomers as required
- Semiconductive rubber compounds for conductor and insulation screens
Different compounds require specific curing and cooling profiles — the line’s adjustable water overflows, temperature zoning, and recipe management system readily accommodate these variations.
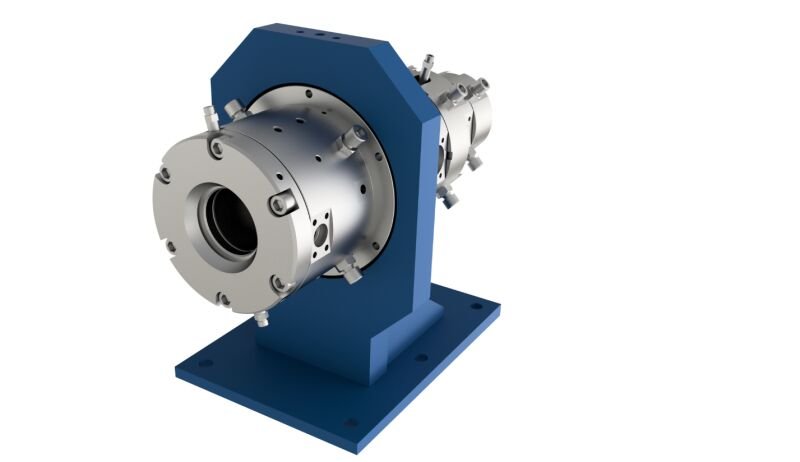
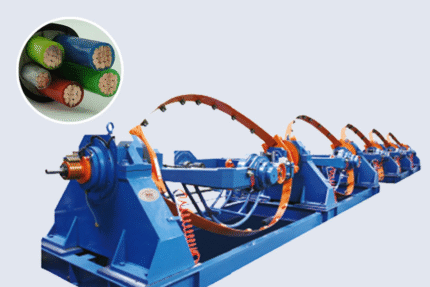
Main Equipment Composition
Typical configuration includes: mobile pay-off stands, horizontal accumulator, metering capstan, triple extrusion group with precision crosshead, motorized splice box, vulcanizing tube with advanced sag control, cooling tube system with multiple overflow zones, pull-out caterpillar, mobile take-up stands, full electrical and utilities control cabinets, and complete tooling set.
Production Process
Conductor is fed from the pay-off through the accumulator and metering capstan into the triple crosshead, where the three layers are applied simultaneously under precise temperature and pressure control. The cable then enters the pressurized steam vulcanization tube under non-contact sag and tension monitoring, followed by controlled multi-stage water cooling. Fully synchronized drives maintain stable speed and optimal catenary geometry throughout the process. The finished cable is taken up on drums ready for testing and further processing (e.g., armoring, outer sheathing, or drum packing).
Quality Assurance & International Standards Compliance
Equipment is designed and built to produce cables meeting or exceeding IEC 60502, GB/T 12706, ASTM, and equivalent national/international standards. Factory acceptance testing and on-site trial production typically cover representative conductor sizes and wall thicknesses to verify dimensional accuracy, electrical properties (breakdown strength, partial discharge), and mechanical performance.
Customization & Optional Configurations
We work closely with clients as a long-term technical partner to tailor each line to specific production goals and plant constraints:
- Alternative extruder sizes or single/twin configurations
- Overheated steam capability and combined rubber/XLPE operation for maximum flexibility
- Extended tube lengths, additional temperature zones, or turnaround autoclave solutions for space-limited layouts
- Enhanced data logging, recipe management, and Industry 4.0 / smart factory connectivity
- Flat cable tooling and special product adaptations
- Full integration with existing upstream (stranding, taping) and downstream (armoring, jacketing, testing) equipment
Why Choose Our CV Line Solutions
These horizontal CV lines combine proven engineering principles with practical, robust execution. They deliver the process control and product quality demanded in modern MV cable production while offering the flexibility and customization expected from an experienced equipment partner. Our focus remains on reliable performance, ease of operation, and long-term value through responsive technical support, training, and spare parts availability.
Ready to enhance your rubber cable manufacturing capability?
Whether you are planning a new line, upgrading existing capacity, or seeking a technically sound solution for specific rubber compounds and voltage classes, we are prepared to provide detailed specifications, layout proposals, and process recommendations.
Inquiry Now — Contact our technical team today to discuss your project requirements. We are committed to delivering reliable, high-performance equipment and long-term partnership support that helps you achieve consistent quality and sustainable production success.
Frequently Asked Questions
What is the main difference between horizontal CV and catenary CCV lines for rubber cables?
Horizontal CV lines are typically preferred for smaller to medium diameters and lighter cables with moderate wall thicknesses. They offer excellent process control and easier integration in many plant layouts. For heavier cables or significantly larger conductor sizes, catenary (CCV) configurations provide superior mechanical support during vulcanization and are often recommended.
Can the line produce both rubber and XLPE cables?
Yes. Combined configurations with dual curing circuits (steam for rubber and nitrogen for XLPE) and appropriate extruder setups are available, giving maximum production flexibility on a single line.
How do you ensure consistent insulation quality across different rubber compounds?
Through precise multi-zone temperature and pressure control, adjustable curing-to-cooling ratios via multiple water overflows, non-contact sag monitoring with automatic synchronization, and recipe-based process parameters that can be stored and recalled for each specific compound.
What after-sales support and training are provided?
We provide full installation supervision and commissioning, comprehensive operator and maintenance training, process optimization assistance during ramp-up, a complete recommended spare parts package, and ongoing technical consultation to maximize equipment uptime and performance throughout the equipment lifecycle.
What are typical maintenance requirements?
Routine maintenance focuses on extruder screws and barrels (nitrided for wear resistance), seal inspections, and calibration of control systems. Modular design and accessible components minimize downtime. We supply detailed maintenance schedules and genuine spare parts support.
How does line speed and productivity compare with traditional methods?
Continuous vulcanization enables significantly higher throughput (up to 40 m/min depending on design) and more consistent quality than batch tank vulcanization, reducing labor, energy waste per meter, and scrap rates while improving overall equipment effectiveness (OEE).
Are these lines suitable for harsh environment cables (e.g., high ambient temperature or chemical exposure regions)?
Yes. EPR and specialty rubber compounds processed on these lines deliver excellent thermal stability, flexibility, and chemical resistance — ideal for demanding utility, industrial, and infrastructure applications in high-temperature or aggressive environments.
Inquiry Now to receive a customized technical proposal and layout drawing for your specific rubber cable production requirements.
CV Lines for the Production of Rubber Cables - Reliable Cable Machinery
Engineered horizontal steam CV lines for reliable production of 6–35 kV rubber insulated power cables. Precision triple co-extrusion, uniform vulcanization, and robust design deliver consistent dielectric performance and high productivity. Inquiry Now for customized solutions.
Product SKU: CV lines
Product Brand: RLB Machinery
Product Currency: USD
Product Price: Contact for Quote
Product In-Stock: InStock













Reviews
There are no reviews yet.